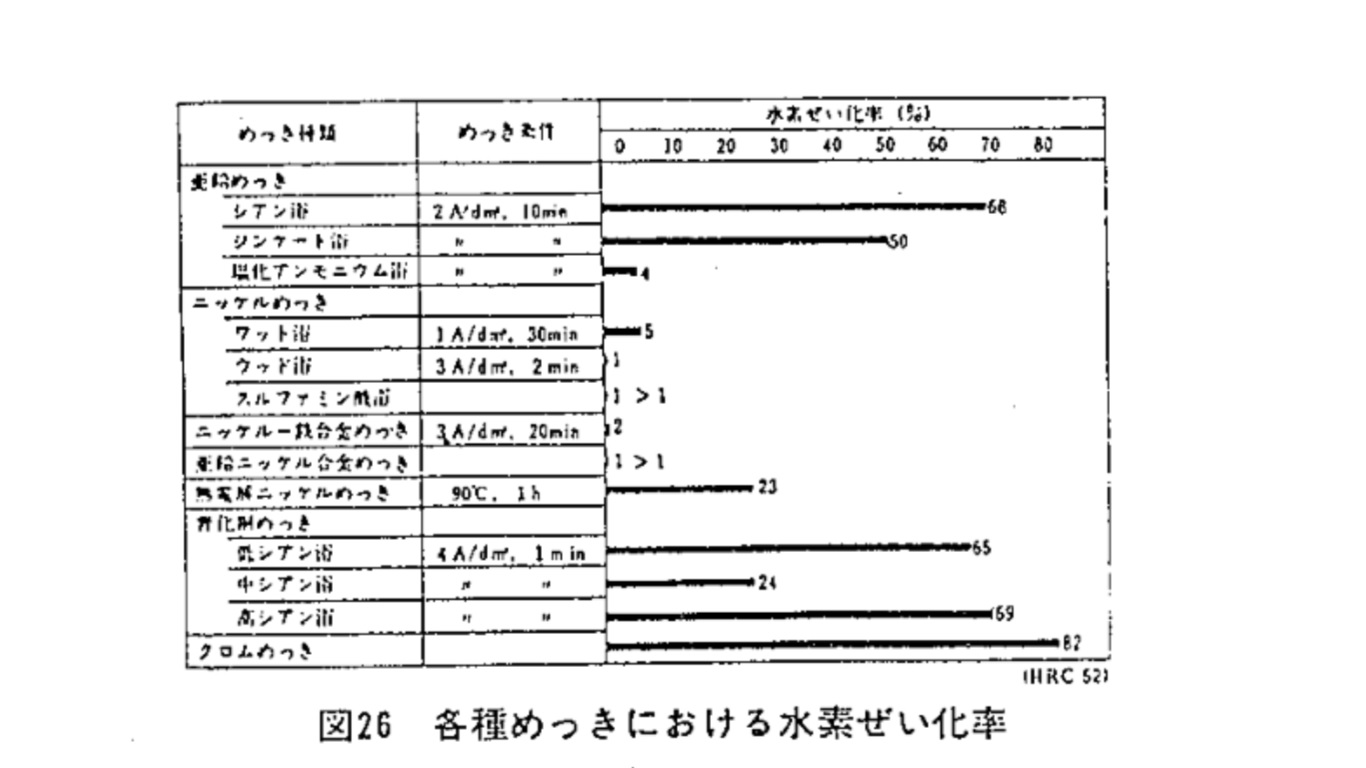
水素脆性とは、水素原子が金属に吸着して起こる「静疲労破壊」「遅れ破壊」を引き起こす。特に、高炭素鋼や、熱処理などにより表面硬化された鉄鋼素材に発生しやすい。HRC40以上、抗張力130㎏f/㎟等、高張力鋼、高強度鋼に問題が起きやすい。
メッ キ工程中では、酸洗い、陰極電解洗浄、陰極電解酸洗、アルカリ性亜鉛メッキ浴のように水素と共析する ようなメッキ浴で多く発生します。
酸洗いと水素脆化率の関係
| ケース | 酸 | 処理時間 | 水素脆化率 |
|---|---|---|---|
| 1 | 塩酸10% | 10分 | 76% |
| 2 | 塩酸10%インヒビターA | 10分 | 31% |
| 3 | 塩酸10%インヒビターB | 10分 | 2% |
| 4 | 塩酸18%インヒビターC | 5分 | 1% |
| 5 | 塩酸10%超音波 | 10分 | 77% |
| 6 | 硫酸10% | 2分 | 74% |
表にあるようにように塩酸へインヒビターを添加することは効果的だが、インヒビターの種類によってはその効果は十分ではないようである。硫酸での酸洗いは水素脆化率が高い傾向にあるようだが、これにインヒビターを添加したデータが手元にはない。
表にはないが、チオ尿素やスルファミン酸も水素脆化率は高めである。スマット除去剤は水素脆性をほとんど起こさない。
電解処理と水素脆性
酸の陽極電解では14~40%程度の水素脆性が起こる。アルカリ陽極電解では水素脆性は起こりえない。酸洗い後に高温のアルカリ洗浄を行うことで、吸着された水素を放出する動きがある。または、この時点でベーキングを行うことでも同様の効果がみられる。
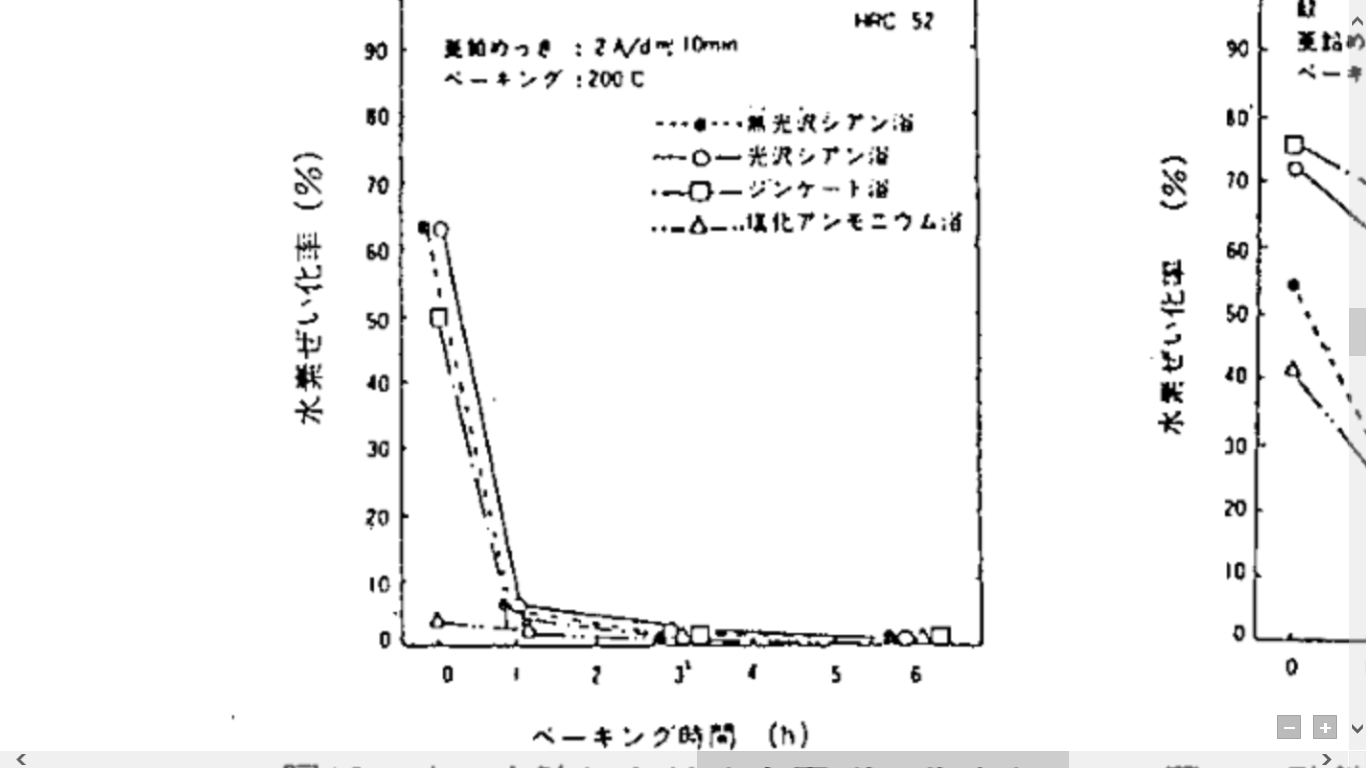
一般的なベーキング処理
除去方法として加熱処理することにより吸蔵された水素を放出させる方法が行なわれており、通常これを ベーキング処理という。 ISOの国際規格では、最大引張強さ1050MPa(107kgf/m㎡)以上の鉄鋼部品 について、190~220℃で8 ~24時間以上の熱処理を、メッキ後4時間以内のできるだけ早い時期に行なうよう規定しているが、デルタゲージでの測定ではベーキング後の放置時間の影響は無いとみて差し支えない。ISO企画では、素材の厚みが厚い物のみに放置時間の規定があることに関係しているかもしれないという。
また、ASTMでは、1200MPa以上の鉄鋼部品は、最低190℃で3時間以上のベーキングをすることが規定 されているが 、日本ではJISにて、処理温度は190~230℃とし、適正な処理温度及び処理時間は、受渡当事者間の協定によると定められている。 ベーキングが必要な時間はメッキ厚によっても異なる。亜鉛めっき被膜は水素透過性が悪いので、被膜を厚くすればするほど、長時間のベーキングが必要になる。
クロメート処理は、ベーキング処理後に行なわないと色調の劣化や耐食性 の大幅な低下をもたらすと言われているが、これは六価クロメートにおいての話である。六価クロメートは、乾燥工程終了後でもクロメート被膜中に約20%程含水している含水被膜である。このクロメート被膜をベーキングすると、含んでいた水分が無くなり、クロメート被膜の持つ自己修復性を失い耐食性の低下が起こる。三価クロム化成処理被膜は非含水被膜であり、別の被膜成分によって耐食性を高めているため、含水性に依存はしていない。この被膜をベーキングしても耐食性の低下は発生しなかった。
ベーキングにおける水素脆化率の回復は、様々な要因が加味する。逆に言えば、適切な条件で行わないで「とりあえずベーキング」をするとトラブルが起きやすい。また、ベーキングにおいて、水素脆化率の100%回復はあり得ない。完璧な条件下において長時間のベーキングをしても90%前後の除去率が限界であるといえる。また、水素除去率はインヒビターを用いたもの方が効果は高かった。
素材によっては温度を高くできない物があるが、160度の温度でも時間を長くすれば効果が認められるものがあった。
品質管理の徹底したネジ業者の話によると、破壊事故を起こすものは、「めっき後ただちに組み込まれたネジ」「再めっき品」に多いという。
めっき後すぐに製品を組み込むことはお勧めできない。きちんとベーキングしてあったとしても、破壊事故が起きるのはこのケースだという。めっき後48時間程開けてから組み込めば高強度ボルトでもベーキング無で破壊を起こさない物があると聞く。
また、「再めっきでもインヒビターを使っているから水素脆性しない」というめっき業者が稀に存在する。これは知識不足か、水素脆性が起きても破壊の恐れが少ない製品を扱っているからのどちらかと思われる。
水素ガスが発生した時点で水素脆性は起こる物である。再めっき時、剥離の塩酸において大量の水素を発生する。この時点で水素脆性は起こっている。インヒビターは生地からめっきした場合にのみ、その効果を得られる。剥離においてインヒビターの効果は全く及ばない。水素ガスを発生させないで剥離できないからである。逆に、インヒビターの効果が表れるということは剥離できてないということでもある。剥離後に水素放出させてからめっきし、ベーキングを行うことが有効である。
水素脆性の低減化
効果的なインヒビターの選択と使用。アルカリ洗浄をして、水素放出させてからのめっきを行えば、ベーキング工程が有効になる。また、このような前処理工程を組み合わし、素材の種類、製法まで見直すことで、ベーキング工程を省略することも可能である。
・極端な応力集中部分を作らない
・必要以上の強度にしない
・必要以上のめっき厚さにしない
・素材を錆びさせない
・ベーキング処理を明記、必要条件を探る
:参考文献 「メッキ工程の水素ぜい化性対策」東京都立工業技術センター土井正